金属钻套:类型和选择标准

施工、维修和安装工作的质量不仅取决于使用的工具,还取决于正确选择耗材。在钻孔时尤其如此,因为劣质工具会导致受伤。我们的文章专门介绍最受欢迎的金属钻套,以及选择它们的主要标准。

特点
演练由三个条件元素组成:
- 切割部分 - 位于产品前部,直接在材料上形成孔洞;
- 工作部分 - 位于切割机后面,必须确保从工作地点清除切屑;
- 小腿 - 位于背面,设计用于将产品安装在工具(钻头)中。



钻头的硬度必须高于将要加工的金属的硬度(至少 62 HRC)。 钻头必须有一定的刃磨角度:
- 用于加工钢、铸铁和硬青铜 - 从 116 到 118°;
- 适用于软青铜和黄铜 - 从 120 到 130°;
- 对于铜 - 125°;
- 用于铝加工 - 140°。


分类
金属钻头通常根据以下主要特点进行分类:
- 按设计;
- 按材料;
- 大小。



这些产品的套装也可能在其中包含的钻头的成分上有所不同。让我们仔细看看这些分类中的每一个。
设计
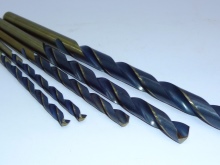
目前,有 4 种类型的钻头设计。
- 螺旋 - 圆柱形零件,具有尖头和沿长度方向的螺旋槽。
- 阶梯锥 - 它们上的每一步都对应于最终孔的某个直径。使用一个钻头,您可以获得不同直径的孔,该孔的深度将取决于所选直径。这种工具的居中效果比螺旋工具好得多。
- 平(羽毛) – 具有价格相对低廉、对中性好、可靠性高的特点。它们只能用于获得相对较小直径和较小深度的孔,因为它们很难从工作区域去除切屑。
- 钻头 - 当您需要在相对较硬的材料上获得大直径孔时,使用此选项。




麻花钻有特殊的变体。
- 拉长的 - 用于获得深度大于刀具直径 5 倍的孔。它们的特点是存在双螺旋通道,用于向切削部件供应冷却剂。
- 定心 - 为大直径定心钻(通常在机床上)开孔的特殊产品。它们的长度和直径在 0.25 到 5 毫米的范围内有所不同。
- 螺纹 - 在孔内切一条线。
- 左侧 - 用于拆卸硬件。
- 高精准度 – 让您能够以极高的精度执行工作。




钻柄发生:
- 圆柱形(在苏联和新的国内外产品中都有);
- 六边形(国外新车型的典型);
- 锥形(最稀有的格式,在 CNC 机器中比在手动工具中更常见)。



材料
根据制造钻头的金属,可区分以下品种:
- 钢(通常由高速钢制成);
- 来自合金钢(钛和钴添加剂很常见);
- 硬质合金(通常硬质合金以涂层或切削部分的可更换刀片的形式使用)。

规模
GOST 10902-77 区分以下钻头尺寸:
- 短的 - 直径在 0.3 到 22 毫米之间,长度在 20 到 131 毫米之间;
- 拉长的 - 与短的直径相同,长度为 131 至 205 毫米;
- 长 - 它们的长度从 205 到 254 毫米,直径在 1 到 20 毫米的范围内。


化合物
以下用于金属加工的标准钻头是最常见的:
- 3个. - 通常以这种方式供应直径为4-32毫米、4-20毫米和4-12毫米的阶梯钻;
- 5 件. - 通常这就是廉价的家用小直径麻花钻的销售方式;
- 6个。 - 类似于上一个选项;
- 8个 - 半专业套装,最常见的直径范围为 3 至 10 毫米;
- 13个. - 扩展的半专业套装,以 0.5 至 2 毫米的增量在不同直径的版本中找到;
- 15 个 - 与上一个类似;
- 19 个 - 专业套装,通常包含间距为 0.5 毫米的钻头;
- 25 个 - 包含适用于手动工具的所有直径,即 - 1-13 mm,增量为 0.5 mm;
- 29 个 - 扩展的专业套装,最常见的尺寸范围为 1-15 毫米或 3-16 毫米。



颜色说明了什么?
与流行的看法相反,钻头的颜色并不能让人清楚地判断它的材料。因此,灰色工具可以由劣质钢制成(这就是为什么许多工匠建议避免购买它们的原因),但由于氧化,优质钢也可以得到灰色。 因此,在因为组件的灰色而拒绝购买套件之前,研究其标签是有意义的。
黑色钻头也是如此——这种颜色可能是氮化、氧化或蒸汽处理的结果,也可能是涂层的结果。但是金色色调的存在表明该产品是由硬化和回火钢制成的。此类产品的硬度略低,但强度和可靠性更高。
如果该工具以浓郁的金色为特征,则钛包含在其成分中。该元素提高了材料的硬度和强度,同时也降低了产品在表面的摩擦系数,使钻头使用寿命更长,升温更慢。

标准标记
并且根据 GOST 和 ISO 标准,标记应用于靠近末端的钻尾。 必须声明:
- 直径(苏联和俄罗斯产品以毫米为单位,美国商品以英寸为单位);
- 精度等级(A1 - 最高,A 和 B - 较低);
- 材料。
俄罗斯联邦采用的标记系统包括标准钢材名称:
- P9 - 含9%钨的高速钢;
- Р9К15 - 以前的版本,掺杂了 15% 的钴;
- R6M5 – 含有 6% 的钨和 5% 的钼;
- Р6М5К5 - 额外含有 5% 的钴;
- R0M5F1 - 无钨高速钢,价格较低,硬度略低。


P9 工具最适合用于简单的工作,而钴选项则适用于加工坚硬的耐热金属。在国外标记中,高速钢用字母HSS表示。
热门厂商
目前,来自三组制造商的钻具在俄罗斯市场上最受欢迎。最昂贵和最优质的产品是在美国、德国和其他欧洲国家制造的。质量稍差,价格较低的是俄罗斯厂家的套。大多数预算选项是在中国制造的。让我们来看看每个产品组。

美国和欧洲
- 西方钻具制造商的评级传统上由德国公司博世领导,该公司生产的钻具组合非常不同。其中最受欢迎的是 博世 2607017154,包含 25 个钻头,直径范围从 1 到 13 毫米。这些产品的主要缺点是由于刃磨角度的原因,它们对铝的加工效果不佳。

- 该公司的产品也表现良好。 Ruko 硬质合金涂层.这家公司是少数同时生产螺旋和皇冠产品的公司之一。该公司还拥有包含 50 和 170 件物品的独特套装。

- 该公司的套件非常适合在硬质金属上钻孔。 海瑟。 不幸的是,该公司几乎从不生产直径超过 10 毫米的钻头套件。

- 但是公司 得伟 提供最大 13 毫米的钻头,每套 28 件。同时,它们以良好的性价比而著称,并确保孔边缘没有缺陷。

- 来自德国公司的流行和套装 Hawera,特别是 HSS-C SpiralBohrer GQ-32692 25 件(1-13 毫米)由涂有氮化钛的高速钢制成。


- 如果你想省钱,你可以买一套万能的 欧文 TurboMax, 由 15 个项目组成。它的成本几乎比专业套件低 2 倍。请注意,只有用液体冷却才能使用这些钻头进行钢材加工。

俄罗斯套
在现代国产品牌中,Zubr、Ataka 和 Enkor 公司表现出色:
- Zubr 套装,20 件。不同的十字形磨刀和相对较低的价格(约 1000 卢布);
- Enkor 套装 19 件,从 1 到 10 毫米,其特点是切削部分有硬质合金涂层,成本相同;
- 来自 Ataka 的专业套件的成本会高出数倍,但它可以让您加工甚至是硬钢等级。



最后,实际上由 VK4-VK 10 硬质合金涂层钢制成的旧苏联 Pobedit 钻头通常优于传统快速刀具的现代选择。
中国品牌
最受欢迎的中文套件由Matrix和Stayer生产。
- 不到 600 卢布,您可以购买一套 矩阵 19 项目 直径从 1 到 10 毫米(步长 0.5 毫米),装在金属外壳中。这些钻头由 R4M4X2 高速钢制成,因此可以向偶尔使用相对较软的金属类型进行工作的家庭工匠推荐这样的套装。
- 如果你想使用硬钢,你应该注意套装 矩阵镍钛涂层 (你可以通过它们丰富的金色来区分它们)。一套直径为1.5至6.5毫米的13个产品将花费约300卢布。
- Stayer 提供更广泛的 PROFI 系列套件, 由 R6M5 钢制成。在公司的分类中,有以下几组:
- 3 件。 (2-4 毫米);
- 5 件。 (2-6 毫米);
- 6个。 (2-8 毫米);
- 8个(3-10 毫米);
- 10片。 (1-10 毫米);
- 13 个(1.5-6.5 毫米);
- 19 个(1-10 毫米)。



中国流行品牌的产品以国内为主,因此,在车间工作,最好从俄罗斯和西方公司购买商品。
提示
在你去购物之前,有必要澄清以下细节:
- 您要加工什么金属;
- 您打算使用什么工具(钻头、机床、螺丝刀、打孔机等);
- 钻孔的速度和方式是什么?
- 您多久执行一次工作;
- 您计划制作的孔的直径和深度是多少。

在选择一套时,您需要清楚地了解您需要制作什么样的孔直径。如果你要去车间工作,你需要一套专业的套装,一套从 1 到 10 毫米的套装足以满足家庭主人的需求。
将购买的套件以其原包装存放在温暖干燥的地方。如果在低湿度条件下组织存储不起作用,您可以尝试将它们存放在浸过油的抹布中。
金属 Intertool 13 件钻头概览,请参见以下视频。













评论发送成功。