Semua tentang kawat pegas

Kawat untuk pegas (PP) adalah produk kekuatan tinggi yang terbuat dari paduan logam. Ini diterapkan pada pelepasan pegas kompresi, torsi, peregangan; berbagai jenis kait, gandar, jepit rambut, senar piano dan bagian lain dengan karakteristik pegas.


Fitur dan persyaratan
Diameter paling populer adalah 6-8 milimeter. Untuk pembuatan kawat pegas, batang baja digunakan. Persyaratan teknis ditetapkan sesuai dengan GOST 14963-78 atau GOST 9389-75. Terkadang penyimpangan dari norma ke persyaratan kawat pegas diperbolehkan. Misalnya, atas permintaan pelanggan, jumlah mangan dalam komposisi dapat berubah, tetapi hanya jika kromium dan nikel tidak digunakan dalam pembuatannya.
Untuk menghindari penghancuran sebagian atau seluruhnya dari produk jadi, GOST menentukan permukaan yang ideal dari jaring kawat tanpa cacat.


Selama operasi, beban akan dibuat di tempat-tempat yang tidak tahan terhadap cacat. Oleh karena itu, semua bahan baku diuji sebelum pembuatan pegas.
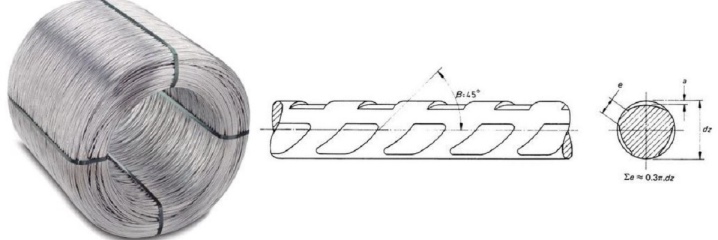
Kekuatan jaring pegas berhubungan langsung dengan ukuran diameter, kekuatan diameter kecil jauh lebih tinggi. Misalnya, ukuran penampang 0,2-1 mm hampir dua kali lebih kuat dari kawat dengan penampang 8 mm.Bentuk pelepasan kawat pegas jadi bisa dalam bentuk gulungan, gulungan (berat yang diizinkan 80-120 kilogram) dan teluk (500-800 kilogram).


Produksi
Menurut aturan GOST yang ditetapkan, kawat dibuat dengan menggambar atau menggambar blanko awal melalui lubang yang diatur dalam urutan penurunan diameter penampang. Untuk meningkatkan kekuatan tarik, dilakukan pengerasan termal di bagian akhir. Saat menggambar, formulir khusus untuk kalibrasi dipasang di outlet terakhir mesin - cetakan. Ini diatur dalam kasus ketika bahan harus dibuat sudah dikalibrasi dan tidak memiliki cacat di permukaan.

Sifat utama bahan baku untuk pembuatan kawat adalah elastisitas dan fluiditas bahan. Peningkatan elastisitas dicapai dengan pendinginan paduan dalam minyak, yang suhunya bisa mencapai 820-870 C.
Berikutnya adalah penempaan kawat pada suhu 400-480 C. Kekerasan jaring adalah 35-45 unit (dari 1300 hingga 1600 kilogram per 1 milimeter persegi bidang). Untuk meningkatkan properti teknis seperti penekanan beban, karbon atau baja paduan tinggi digunakan. Biasanya pabrikan membuatnya dari nilai paduan - 50HFA, 50HGFA, 55HGR, 55S2, 60S2, 60S2A, 60S2N2A, 65G, 70SZA, U12A, 70G.


Lihat ikhtisar
Menurut komposisi kimianya, kawat baja dibagi menjadi karbon dan paduan. Yang pertama dibagi lagi menjadi karbon rendah dengan kandungan karbon hingga 0,25%, karbon sedang dengan kandungan karbon 0,25 hingga 0,6% dan karbon tinggi dengan kandungan karbon 0,6 hingga 2,0%. Varietas yang terpisah adalah stainless steel atau tahan korosi. Karakteristik seperti itu dicapai dengan menambahkan komponen paduan ke komposisi - nikel (9-12%) dan kromium (13-27%).Tergantung pada bahan baku awal, hasil akhir dari kawat mungkin gelap atau cerah, lembut atau keras.

Mustahil untuk tidak mencatat variasi seperti kawat baja dengan memori - titanium dan neodymium dalam komposisi memberikannya sifat yang tidak biasa.
Jika produk diluruskan dan dipanaskan di atas api setelah beberapa saat, kawat akan kembali ke bentuk aslinya. Menurut sifat mekanik, kawat pegas dibagi menjadi:
- kelas - 1, 2, 2A dan 3;
- merek - A, B, C;
- ketahanan terhadap beban - beban tinggi dan beban berat;
- aplikasi untuk beban - kompresi, lentur, tegangan dan torsi;
- ukuran diameter bagian - bulat dan oval, persegi dan persegi panjang, heksagonal dan trapesium juga dimungkinkan;
- jenis kekakuan — kekakuan variabel dan kekakuan konstan.
Dalam hal akurasi manufaktur, kawat dapat meningkatkan akurasi - digunakan dalam pembuatan dan perakitan mekanisme kompleks, akurasi normal - digunakan dalam pembuatan dan perakitan mekanisme yang kurang kompleks.
Di mana itu diterapkan?
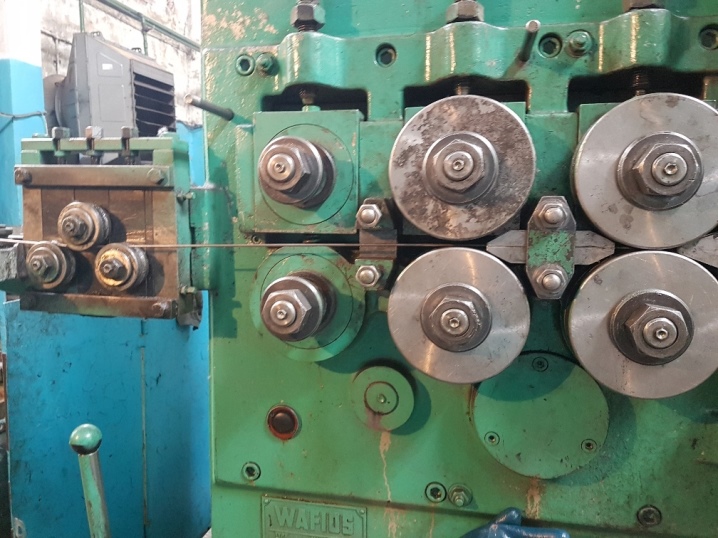
Produksi mata air adalah teknik dingin dan panas. Untuk belitan dingin, mesin dan mesin belitan pegas khusus digunakan. Kawat harus baja karbon karena bagian akhir tidak akan mengeras. Di Rusia, metode dingin lebih sering digunakan, karena tidak begitu mahal dan mahal.

Peralatan belitan dingin dilengkapi dengan dua poros utama, satu menyesuaikan tegangan, yang kedua mengatur arah koil.
Deskripsi proses.
- Kawat pegas disiapkan untuk bekerja, diperiksa untuk cacat.
- Lembaran kawat diulir melalui braket di kaliper, dan ujungnya dipasang dengan penjepit pada bingkai.
- Poros atas menyesuaikan ketegangan.
- Rol berliku dihidupkan (kecepatannya tergantung pada diameter kawat).
- Jaring terputus ketika jumlah putaran yang diinginkan tercapai.
- Tahap terakhir adalah perlakuan mekanis dan panas dari bagian yang sudah jadi.
Metode panas hanya dapat menghasilkan bagian dengan diameter penampang 1 sentimeter. Selama belitan, terjadi pemanasan yang cepat dan seragam. Prosesnya terlihat seperti ini.
- Selembar kawat, dipanaskan hingga merah membara, didorong melalui penahan dan ujung-ujungnya diikat dengan klem.
- Rol atas mengatur ketegangan.
- Kecepatan putaran diatur (tergantung diameternya juga), mesin dihidupkan.
- Setelah benda kerja dilepas.
- Berikutnya adalah pengerasan termal - pendinginan dalam larutan oli.
- Pemesinan bagian yang sudah jadi dan aplikasikan senyawa anti-korosi.

Selama metode penggulungan panas, pemotongan pegas menjadi potongan-potongan tidak disediakan jika ukuran yang diinginkan telah tercapai, yaitu, penggulungan terjadi pada seluruh panjang jaring. Setelah itu, dipotong-potong dengan panjang yang diinginkan. Dalam metode ini, perlakuan panas terakhir diperlukan untuk menghilangkan tegangan internal dari bagian tersebut. Disarankan untuk bekerja dengan larutan minyak dan bukan dengan air, agar baja tidak retak selama pengerasan.
Seperti apa kawat pegas, lihat di bawah.













Komentar berhasil dikirim.