Mindent a 8 mm-es huzalrudakról

A hengerelt huzal kész alapanyag horganyzott acélhuzalok, szerelvények, kötelek, huzalok és kábelek gyártásához. Enélkül leállt volna az elektro- és rádiótechnika, a speciális járművek gyártása, a keretházak építése és számos más típusú és fajta emberi tevékenység.


Jellemzők és követelmények
Az acélhuzalos rúd megnövelt szilárdságú és keménységű, így megfelelő alapot nyújt sima, kerek és ovális keresztmetszetű, kötelek, réz- és optikai kábelek akasztóinak, szögeknek, hegesztőelektródáknak és hegesztett huzaloknak, körbevágott kapcsok gyártásához. A hengerelt huzal általános keresztmetszete tökéletesen kerek, ritkábban ovális.
A hengerelt huzal átmérője egy millimétertől 1 cm-ig terjed, a legnépszerűbb az 5-8 mm-es hengerelt acélhuzal.



A rézhuzal gyakran 0,05-2 mm vastag, amit a motorok, a koaxiális kábelek, többeres kábelek vezetékeinek és központi vezetőinek tekercselése bizonyít. Az alumíniumot főként elektromos vezetékek huzaljaként és kábeleként használják - egy rúd keresztmetszete eléri a centimétert. Utóbbi esetben alumínium kábelt használnak az oszlopok kerámia szigetelőire felfüggesztve. A szigetelt és burkolt kábelek keresztmetszete elegendő ahhoz, hogy a fogyasztó által a transzformátorállomásról felvett több száz és több ezer kilowattot elviseljék.
A huzalrúd a többi hengerelt vasfém profilhoz hasonlóan villámvédelmet biztosító villámhárítókhoz alkalmas.



A huzal gyártása során betartják a GOST 380-94 szabványt. A TU szerinti huzal gyártása szerelvényekhez és huzalokhoz nem megengedett. Az eltört huzalrúd a magas épület összeomlását okozhatja (az acél vasalás eltörik, a vasbeton váz megreped, elmozdul, az épület vészhelyzetbe kerül) vagy tüzet okozhat (alumínium huzalok, kábelek jelentős igénybevétel alatt). A szennyeződések, például a kén megengedett mennyiségének túllépése az acélt szükségtelenül törékennyé teszi. Az alacsony széntartalmú acél nem éri el a keménységet és szilárdságot, például a szögek fába kalapálásához.
Ezeket és sok más funkciót a szakemberek felügyelik, a GOST-nak megfelelően. A huzalrúd súlyát és átmérőjét a GOST 2590-88 szabályozza. Az acélhuzalt normál (C) és nagy (B) pontossággal gyártják átmérő és tömeg tekintetében. A hengerelt ovális nem lehet több, mint a maximális átmérőkülönbség összegének a fele.
A huzal görbülete nem haladja meg a hosszának 0,2%-át. Ezt a mutatót legalább 1 m-es szegmensen határozzák meg, amely több mint 1,5 m távolságra van a szélétől.
1 méter 8 mm-es acél huzalrúd súlya a GOST szerint 395 g. 9 mm-nél - 499, 10 mm-es futóméter fajsúlyánál - 617 g. A huzalrúd nem szakadhat el 180°-os hajlításnál (a rúd fordítva az ellenkező irányba). Egyetlen hajlításnál nem keletkezhetnek mikrorepedések. A tápcsap átmérője, amellyel a hengerhuzal hajlítását ellenőrzik, megegyezik a szakasz átmérőjével.


Hogyan
A hengerhuzalgyártás az egyik legegyszerűbb fémhengerlési módszer. Egyszerűen fogalmazva, hengerelt huzal - kerek profil, amelynek átmérője, ellentétben a csővel, kisebb, mint 1 cm. Nincs értelme nagyobb keresztmetszetű huzalt gyártani (kivéve a több cm átmérőjű vasalást): a fémek és ötvözeteik költségei nagyon magasak lennének.


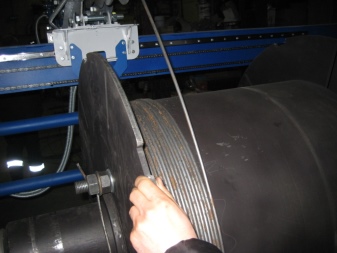
A hosszú, több méteres rúd formájú tuskót gördülőgép-szállítószalagon görgetik ki. A fémet vagy ötvözetet felmelegítik és nyújtják, áthaladva a metszetet és az átmérőt meghatározó vezetőtengelyeken. A felforrósodott huzalrudat a tekercselőgép orsójára tekerjük, amely gyűrűtekercset képez.

A szabad hűtés meglágyíthatja az anyagot, amelyből a huzalrudat éppen kihúzták. Gyorsított - fújva vagy vízbe merítve - további keménységet ad a fémnek vagy ötvözetnek.
A szabadon hűtött huzalrudat nem vizsgálják méretarányosan. Gyorsított hűtéssel a GOST szerint részesedése nem haladhatja meg a 18 kg-ot a késztermék tonnájánként. A vízkő aprítása vagy mechanikusan (acélkefével, vízkőtörővel), vagy kémiailag (a huzal híg kénsavon való átvezetése) történik. A tömény kénsav használata gyorsan és egyszerűen csökkenti a vízkövet, de elvékonyítja a huzalrúd hasznos részét is.
A fém hidrogénnel való telítésének hatásának kiküszöbölésére és a ridegség megjelenésének megakadályozására a maratás során nátrium-ortofoszfátot, konyhasót és egyéb sókat használnak, amelyek lassítják a hengerelt huzal túlzott korrózióját a feldolgozás során.

Nézetek
A hengerhuzalra felvitt bevonat forró szórással vagy eloxálással történik. Az első esetben forró cinkport hordnak fel az acélhuzalra, amelyről előzőleg eltávolították a vízkövet (vas-peroxidot).
Így kapjuk a horganyzott huzalt. A folyamat 290–900 ° C hőmérsékletet igényel, ezt diffúznak nevezik.

A cinket eloxálással, cinktartalmú só, például cink-klorid elektrolitban való feloldásával is alkalmazzák. A vonaton állandó áram folyik át. A katódon fémes cinkréteg szabadul fel, az anódon pedig jelen esetben klór, amelyet laboratóriumi körülmények között szaggal határoznak meg. Az alumínium rézbevonatát (a réz megtakarítása érdekében) szintén eloxálással végzik. A rézkötésű alumínium vezetékek alkalmazási köre gyengeáramú rendszerek jelkábelei, például biztonsági és tűzjelző rendszerek hálózatai, valamint videó megfigyelés.
A hideg módszer magában foglalja a védőbevonatot az éppen vízkőtelenített huzalra. A polimer (szerves) összetétel szolgál alapul, de egy ilyen huzal fél a túlmelegedéstől, több tíz fokkal nulla felett.

A gázdinamikus módszer lehetővé teszi bármilyen alakú acélból készült termék horganyzását. Működési elve egy permetezett gáz hiperszonikus áramlásán alapul.
A tűzihorganyzás a legjobb módszer. A tűzihorganyzott rúd sokkal tovább bírja, mint pontosan ugyanaz a termék, amelyet más módszerekkel dolgoznak fel. Ehhez egy huzalrudat vagy más terméket helyeznek egy fürdőbe, amelyben a cink megolvad. Az extrakció után a cinket oxidálják, majd szén-dioxidot adnak hozzá, és a cink-oxidot cink-karbonáttá alakítják.
A gyártási folyamat végén a kész huzalrudat kiskereskedelmi üzletekhez, nagykereskedelmi vásárlókhoz (például építőipari cégekhez) szállítják, vagy más szögeket és betonacélt gyártó gyárakba küldik. Magánszemélyek számára a hengerelt huzalt 8 mm-nél kisebb átmérőben és sokkal kisebb mennyiségben értékesítik, mint a nagykereskedők.


Az acélhuzalrudat a GOST 30136-95 szerint mért, nem mért és a mért értéknél többszörösen gyártják.
A rúd hosszát az acél összetétele határozza meg.
Alacsony széntartalmú acéloknál a hengerelt rúd hossza 2–12 m: minél kevesebb szén van az acélban, annál képlékenyebb. A magas széntartalmú acélt 2–6 m-es rudak formájában állítják elő. A magas széntartalmú acél, amely kiváló minőségű, lehetővé teszi 1-6 m-es rudak gyártását.














A megjegyzés sikeresen elküldve.