Kockaméretek
A menetvágó szerszámokat meghatározott menetemelkedéshez és átmérőhöz gyártják. Annak érdekében, hogy ne ütközzenek a hüvelykké alakított mennyiségek meghatározására szolgáló amerikai rendszerrel, amelynek tört mértékegységeit kettővel osztják, legfeljebb 1/64 hüvelykig, egy bizonyos jelölést használnak, amely azokban az országokban alakult ki, amelyek alábbak voltak. a Szovjetunió befolyása.


Mik a méretek?
A GOST 9740-1971 szerint a vágandó menet átmérője 1-68 mm, a menetemelkedés negyed millimétertől 6 mm-ig, a vágó külső átmérője 12-120 mm, a hossza ( hengeres) 3-36 mm.... A fent felsorolt paramétereken kívül a jelölés tájékoztat a megengedett értékek tartományáról és a gyártási lehetőségről.

Tehát a 2650-1573 6G GOST pálca kerek, írógépekhez 6 mm-rel vág egy menetes hornyot, lépés - 1 mm, jobb. A cső menetes hornyának vágásához a karok méreteik hüvelyk törtrészében, 2-vel egyenlő osztó többszörösében adják meg, és illeszkednek a munkadarab meghatározott külső átmérőjéhez.
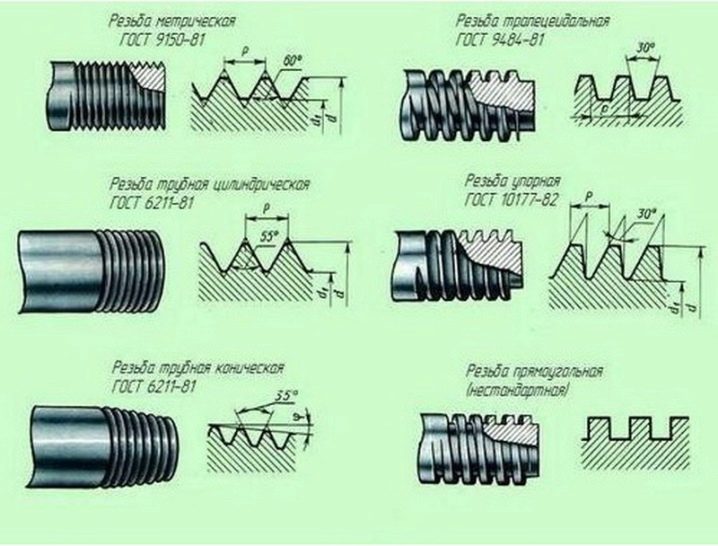
A GOST 9150-1981 szerint a fő és a finom szál egyértelműbb felosztással rendelkezik: a finom szálnak két módosítása van, és van egy harmadik - különösen finom.
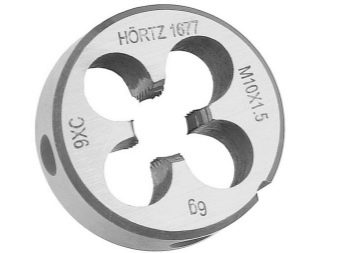
A finom osztás ugyanazon a szerszámátmérőn belül eltérő - például ezek M-10 menetes csavarok és csapok 1,25 mm-es osztással, vagy M14 * 1,5. Ismert átmérőjű szerszám vásárlásakor a vevőnek csak az alapvető vágási lépéssel kell szembenéznie. A finom menetek állandó rezgésben beváltak, és ellenállnak a csavarok és anyák gyorsított kilazításának.
Különböző átmérőjű szerszámok kaphatók univerzális szerszámtartókkal. Például a kis szerszámokat kombinálják - 10 mm-ig, közepes - 12-24, nagy - 27-42 (vágási átmérővel). A szerszám a nyomószár tartójába van beszerelve, és acél kötözővel van megfeszítve, amely csavarral és anyával van rögzítve.

A bal oldali menetes szerszámokat a forgó tartozékokban használják. Például a kerékpárkerekek, pedálkocsik, sebességváltó lánckerekek (csavaros menetű moduláris szerelvények) balosak: a jobbmenet azonnal letekerődik, vagy a kerékpáros hátrafelé halad. A járművek kerekeinek teljes sebességgel történő lecsavarása balesetekkel és halálesetekkel jár – még egy rugós alátét sem segített volna. A teljes forgószerszám szintén hasonló korlátozás alá esik: fúrótokmányok és csavarhúzók, csiszolók karimái stb.

A hüvelykes karok átmérője - 1/16-2,25, menetemelkedés - 0,907-2,309 mm, külső átmérő - 25-120 mm, szerszám hossza - 9-22 mm. A menetszög 60 fokos, a szálak hegyesek, enyhén tompa élűek.
A választékukban lévő hüvelykes matricák a következő szabályból indulnak ki: 2,54 cm hüvelykben. Egy fél hüvelykes cső - 1,5 cm, 3⁄4 - 20, egy hüvelyk - körülbelül 25, egy hüvelyk és egy negyed - körülbelül 32,3⁄4 és 1,5 2 hüvelyk - a leggyakoribb csővezetékek, egy köztes helyet foglal el 5⁄8, gyakran használják a légkondicionáló hőcserélő csatornáiban.


Vannak olyan speciális szerszámok is, amelyek nem működnek fémekkel vagy kereskedelmi minőségű műszaki acélokkal. A zászlóval ellátott, nem szabványos menetes átmérőjű, például 29 mm-es, sárgaréz vagy alumínium szerszámok éppen ilyen munkákra készültek. Használják puha fákkal, puha kompozitokkal, melegen olvadó pálcikákkal és így tovább.


Jelzés
A kúpos csőszerszámok K jelölővel vannak ellátva.Az ilyen vágásokat szerszámgépeken használják. A szovjet és orosz tervezésű gyorsacél minőségi védjegy a hazai piacon, az ilyen szerszámok sok évig szolgálnak - különösen a szovjet korszakban kiadott régi készletekből.
A szerszám (matrica) méretének meghatározásához válassza ki a főként használt szabványos menettípusok egyikét:
-
pipa - továbbra is hüvelykben van átszámolva, az esetek 90%-ában használják;
-
metrikus - sima megerősítésre vágjuk.
A második típust M betű jelöli, Р18, Р6М5, Р9 szerszámacélból vagy KhVSG, KhSS és 9ХС ötvözött minőségekből készül.

Hogyan határozzuk meg a méretet?
A legegyszerűbb módja annak, hogy megtudja a pálca paramétereit, ha ezt a szerszámot felcsavarja a kereskedelemben kapható csavar- és tőcsavarmintákra. Tapasztalt értékesítési tanácsadó azonnal meghatározza a menetemelkedést a termékek cikkszámának ismeretében. Egy közönséges vásárlónak erre nincs szüksége, cső-/rudamintákkal érkezhet az üzletbe, amelyeken nagy tételekben kell szálakat vágnia. Amint azt számos saját építő és garázsmester tapasztalata mutatja, elég csak tisztázni, hogy mely alkatrészeket kell újból elkészíteni a nyersdarabok becsavarásával, milyen lépést használtak a sérült alkatrészen. Ha az alkatrész könnyű, ismét nem lesz nehéz bevinni a boltba, és megmutatni az eladónak, hogy vegyen fel érte egy kockát.
Például egy M12-es matrica esetén a menetemelkedés 1,75 mm. De kaphatók szabványos M12 * 1,5, M12 * 1, M12, * 0,5 méretek is.


Az M16 és M10 vágószerszámok menetemelkedése azonos lehet - 1-1,5 mm, mindez a fogyasztói tömeg ismételt egyedi követelményeitől függ.
A nem szabványos menettel elkerülhető a szerkezet meglazulása nagyon kemény üzemi körülmények között, beleértve a rázkódást és az erős ütéseket... Az ilyen szerszámokat nem szabványos kialakításokhoz használják, például kerékpáragyokhoz, ahol nem lehet edzetlen acélból készült szabványos (építőipari) csapot használni - ez a lépés megfelel a közönséges csapok értékének. Ezt a funkciót könnyű megtalálni - a fordulatok közelebb vannak, mint a hagyományos hajtűken.










A megjegyzés sikeresen elküldve.